

Smjörlíki framleiðsluferli
Smjörlíki framleiðsluferli
Smjörlíkisframleiðsla samanstendur af tveimur hlutum: hráefnisgerð og kælingu og mýkingu. Aðalbúnaðurinn er undirbúningsgeymar, HP dæla, votator (skafinn yfirborðsvarmaskipti), pinnarótarvél, kælibúnaður, smjörlíkisfyllingarvél og o.fl.
Fyrra ferlið er blanda olíufasans og vatnsfasans, mæling og blanda fleyti olíufasans og vatnsfasans, til að undirbúa efnisfóðrunina fyrir síðara ferlið. Síðasta ferlið er stöðug kæling mýking og vörupökkun.
Hráefnisgerð smjörlíkis er sýnt á mynd 1:

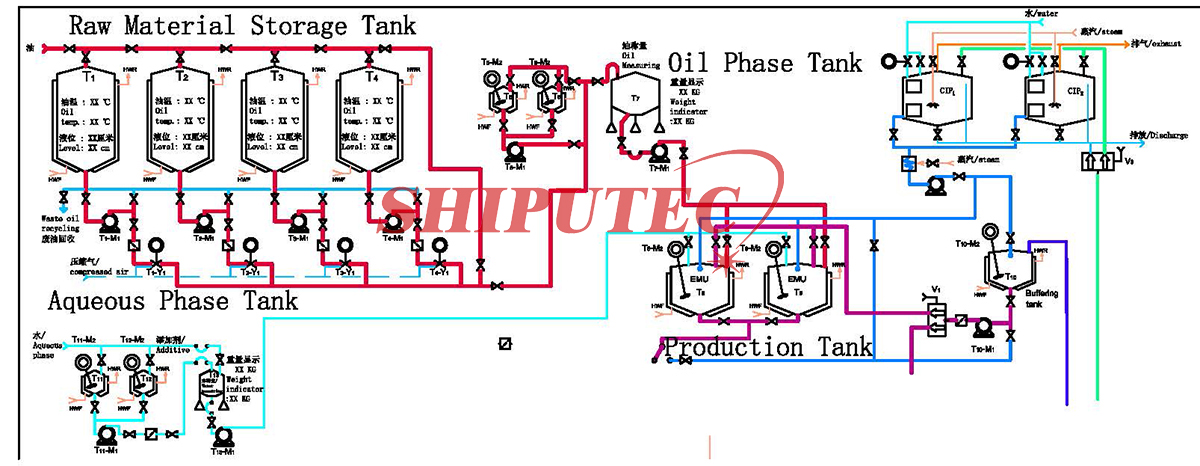
- 1.Gerjaða mjólkin
Sum smjörlíkisformúla til að bæta við mjólk og mjólk eftir gerjun mjólkursýrubaktería getur framleitt svipað bragð af náttúrulegum rjóma, þannig að gerjuð mjólk og vatn blandað í verksmiðjuna.
- 2.Vatnsblöndun
Vatninu og vatnsleysanlegu aukefnunum í smjörlíkisformúlunni, svo sem gerjuð mjólk, salt, rotvarnarefni o.s.frv., er bætt við vatnsfasablönduna og mælitankinn í tilskildu hlutfalli til að hræra og blanda, þannig að vatnsfasinn innihaldsefnin eru leyst upp í samræmda lausn.
- 3.Olíufasa blöndun
Hráolíunni með mismunandi forskriftir er fyrst blandað í olíublöndunartankinn í samræmi við tilskilið hlutfall, og síðan er olíuleysanlegu aukefnunum, svo sem ýruefni, andoxunarefni, olíuleysanlegt litarefni, olíuleysanlegt sellulósa, osfrv. olíufasinn í samræmi við hlutfallið, blandað saman við mælitankinn og hrært til að mynda einsleitan olíufasa.
- 4.Fleytið
Fleytitilgangur smjörlíkis er að gera vatnsfasann jafnt og stöðugan dreifðan í olíufasanum og dreifingarstig vatnsfasans hefur mikil áhrif á gæði vörunnar. Vegna þess að bragðið af smjörlíki er nátengt stærð vatnsfasaagnanna, fer fjölgun örvera fram í vatnsfasanum, stærð almennra baktería er 1-5 míkron, þannig að vatnsdroparnir í 10-20 míkron eða minna svið getur takmarkað útbreiðslu baktería, þannig að vatnsfasadreifingin er of fín, vatnsfasaagnirnar eru of litlar mun gera smjörlíkið missa bragðið; Dreifing er ekki nægjanleg, vatnsfasa ögn er of stór, mun gera smjörlíki spillt myndbreytingu. Sambandið milli gráðu vatnsfasadreifingar í smjörlíki og eðlis vörunnar er í grófum dráttum sem hér segir:
| 水滴直径 Vatnsdropavídd (微米 míkrómeter) | 人造奶油性质 (bragð af smjörlíki) |
| minna en 1 (um 80-85% af vatnsfasa) | Þungt og minna bragð |
| 30-40 (minna en 1% af vatnsfasa) | Gott bragð, auðvelt að rotna |
| 1-5 (um 95% af vatnsfasa) | Gott bragð, ekki auðvelt að vera rotaður |
| 5-10 (um 4% af vatnsfasa) | |
| 10-20 (um 1% af vatnsfasa) |
Það má sjá að fleytiaðgerð ætti að ná ákveðnum dreifingarkröfum.
Tilgangurinn með því að blanda vatnsfasanum og olíufasanum sérstaklega og jafnt við fyrri áfangann er að tryggja einsleita samkvæmni alls fleytisins eftir fleyti og blöndun olíu og vatns í tveimur fasum. Fleytiblöndun er, rekstrarvandamálið er 50-60 gráður, vatnsfasanum er bætt við mældan olíufasa, í vélrænni hræringu eða dæluhringrás hrært, er vatnsfasinn að fullu dreifður í olíufasanum, myndun latex. En þessi tegund af latex vökva er mjög óstöðug, hætta að hræra getur verið á leikvellinum olíu og vatn aðskilnaður fyrirbæri.
Eftir að blandaða fleytið hefur verið afhent er kæling og mýkingarferlið framkvæmt þar til varan er pakkað.
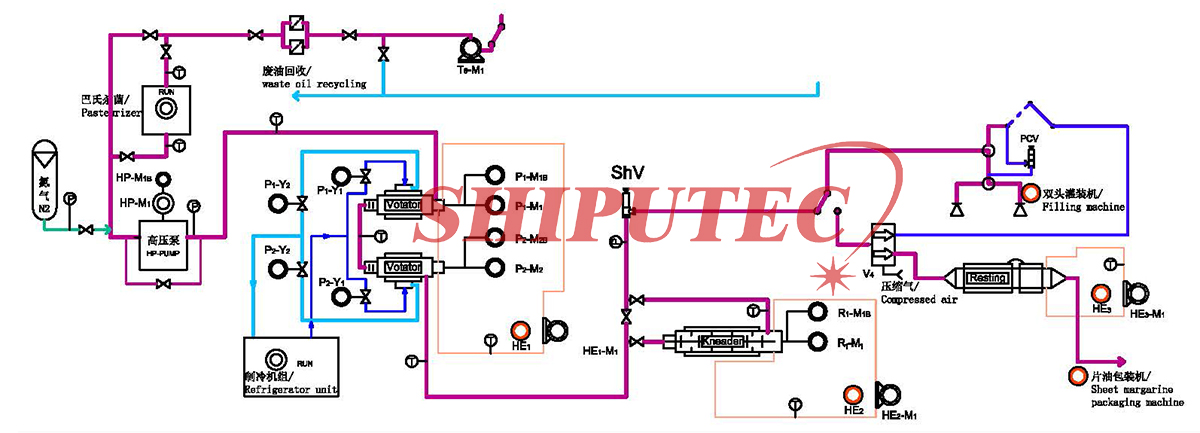
Fleytið verður að kæla og mýkja til að framleiða sveigjanlega smjörlíkisafurð. Sem stendur notar það aðallega lokað samfellt mýkingartæki, þar á meðal votator eða kallaður skafa yfirborðsvarmaskipti (eining A), pinna snúningsvél eða hnoðavél (eining C) og hvíldarrör (eining B). Tækniferlið er sýnt á mynd 2:
Þetta sett af búnaði hefur eftirfarandi eiginleika:
1. Háþrýstingur loftþéttur stöðugur gangur
Forblandaða fleytið er gefið inn í slökkvihólkinn með háþrýstidælu fyrir votator. Háþrýstingur getur sigrast á viðnám í gegnum eininguna, auk þess að háþrýstingsaðgerð getur gert vöruna þunnt og slétt. Lokuð aðgerð getur komið í veg fyrir loft og loft vegna slökunar og þéttingar vatns sem blandað er við fleyti, tryggt heilsufarskröfur vörunnar, dregið úr tapi á kælingu.
2. Slökkun og fleyti
Fleytið er slökkt með ammóníaki eða Freon í votator til að kæla fleytið hratt, þannig að framleiðsla lítilla kristallaða agna, yfirleitt 1-5 míkron, þannig að bragðið verði viðkvæmt. Að auki er skafan á snúningsásnum í votator nátengd innri vegg strokksins, þannig að skafan í notkun getur ekki aðeins stöðugt skafa kristöllunina sem festist við innri vegginn, heldur einnig látið fleytið dreifast til að mæta fleytikröfur tónsins.
3. Hnoðað og afþykknun (pinna snúningsvél)
Þó að fleytið sem kælt er af votator sé byrjað að framleiða kristöllun, þarf það samt að vaxa í gegnum nokkurn tíma. Ef fleytið er leyft að kristallast í hvíld myndast net af föstum lípíðkristöllum. Niðurstaðan er sú að kælda fleytin myndar mjög harðan massa án mýktar. Þess vegna, til þess að fá smjörlíkisafurðir með ákveðna mýktleika, verður netbyggingin að vera brotin með vélrænum hætti áður en fleytið myndar heildarkerfi netkerfisins, til að ná fram áhrifum þess að draga úr þykknun. Hnoða og afþykkja er aðallega framkvæmt í pinnavél.
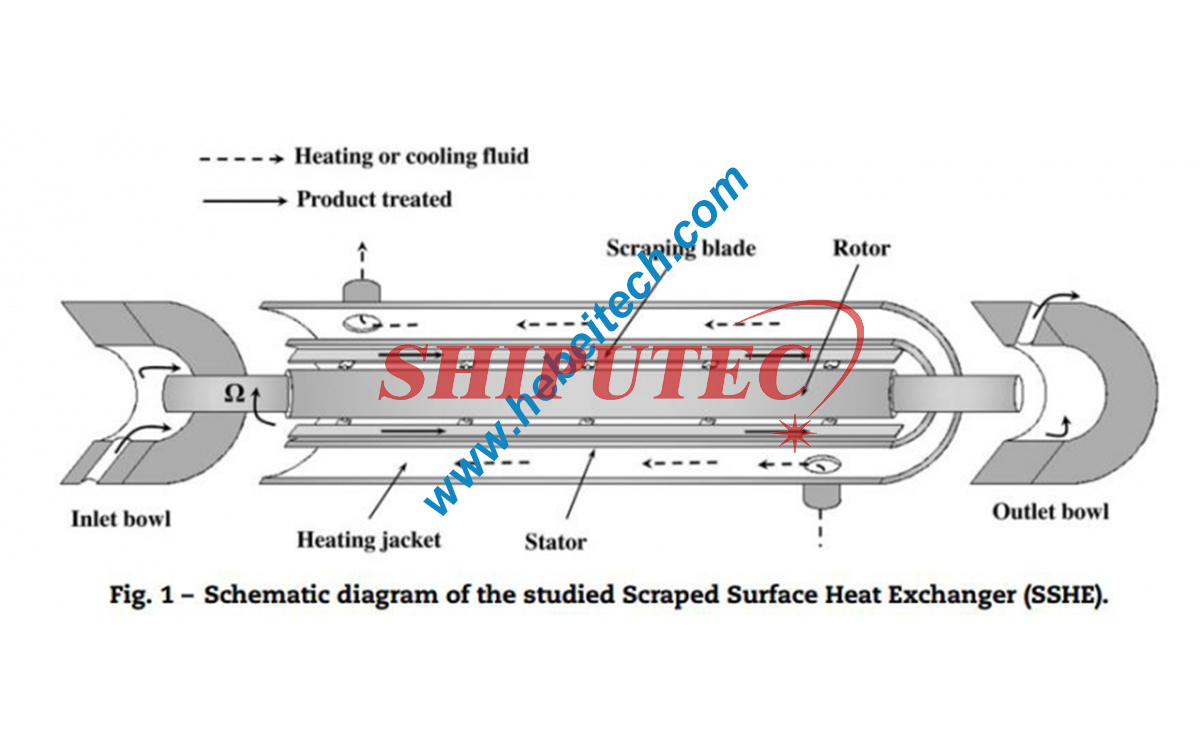
Eining A (votator) er í raun sköfukælibúnaður. Fleytið er keyrt inn í lokaða einingu A (votator) með háþrýstidælu. Efnið fer í gegnum rásina á milli kælihólksins og snúningsskaftsins og hitastig efnisins lækkar hratt við slökkvun kælimiðilsins. Tvær raðir af sköfum er komið fyrir á yfirborði skaftsins. Kristallarnir sem myndast á innra yfirborði votator eru skafaaðir í burtu með háhraða snúningssköfunni til að afhjúpa alltaf nýja kæliflötinn og viðhalda skilvirkum hitaflutningi. Hægt er að dreifa fleyti undir virkni sköfunnar. Þegar efnið fer í gegnum einingu A (votator) fer hitinn niður í 10-20 gráður sem er lægra en bræðslumark olíunnar. Þó olían fari að kristallast hefur hún ekki enn myndað fast ástand. Á þessum tíma er fleytið í kælingu og það er þykkur vökvi.
Snúningsás einingar A (votator) er holur. Meðan á notkun stendur er heitu vatni 50-60 gráður hellt í miðju snúningsássins til að koma í veg fyrir kristöllun sem tengist og herðist á ásnum og veldur stíflu.
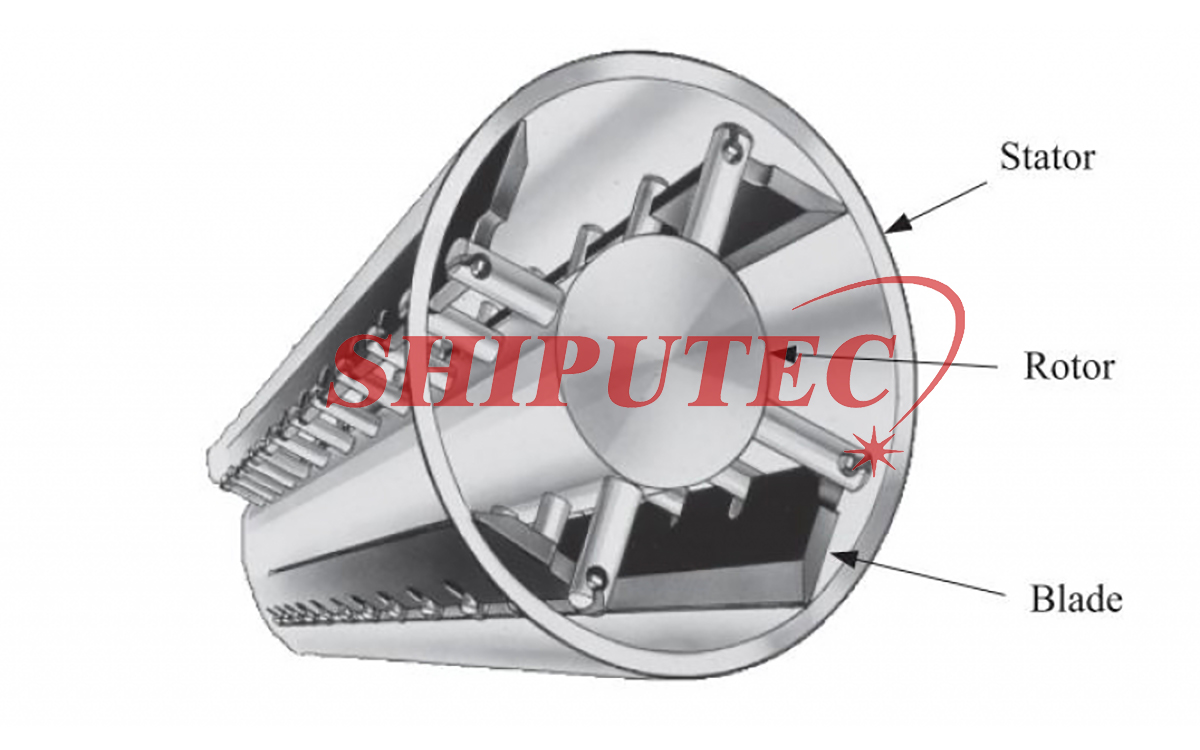
Eining C (pinna snúningsvél) er hnoðunar- og afþykkingarbúnaður, eins og sýnt er á myndinni hér að ofan. Tvær raðir af málmboltum eru settar upp á snúningsásnum og röð af föstum málmboltum eru settar upp á innri vegg strokka, sem eru skjögur með málmboltum á skaftinu og snerta ekki hvor annan. Þegar skaftið snýst á miklum hraða fara málmboltarnir á skaftinu framhjá bilinu á föstum málmboltum og efnið er að fullu hnoðað. Undir þessari aðgerð getur það stuðlað að vexti kristalla, eyðilagt kristalkerfisbygginguna, myndað ósamfellda kristalla, dregið úr samkvæmni og aukið mýkt.
Eining C (pinna snúningsvél) hefur aðeins sterka hnoðunaráhrif á ofurkalda nóttina, þannig að það þarf aðeins hita varðveislu og þarf ekki kælingu. Þar sem kristöllunarhitinn losnar (um 50KCAL/KG) og hitinn sem myndast við hnoðunarnúning er losunarhitastig einingar C (pinnarótarvél) hærra en hitastig fóðursins. Á þessum tíma er kristöllunin um 70% lokið, en hún er enn mjúk. Lokavaran er losuð í gegnum útpressunarventilinn og hún verður hörð eftir ákveðinn tíma.
Eftir að smjörlíkið er sent frá C einingunni (pinna snúningsvél) þarf að hitameðhöndla það við ákveðið hitastig. Almennt er varan sett við hitastig sem er 10 gráður undir bræðslumarki í meira en 48 klukkustundir. Þessi meðferð er kölluð þroska. Hægt er að senda soðnu vöruna beint til matvælavinnslunnar til notkunar.
Tengdar vörur
-

Yfirborðsskrapaður varmaskiptir-Votator vél-SPX
Vinnureglur Hentar fyrir smjörlíki framleiðslu, smjörlíki verksmiðju, smjörlíki vél, styttingu vinnslu línu, skafa yfirborð varmaskipti, votator og o.fl. Smjörlíki er dælt í neðri enda skafa yfirborð varmaskipta strokka. Þegar varan flæðir í gegnum strokkinn er hún stöðugt hrærð og fjarlægð frá strokkveggnum með skafablöðunum. Skrapaðgerðin leiðir til yfirborðs sem er laust við gróðurútfellingar og einsleitar, h...
-

Votator-SSHEs Þjónusta, viðhald, viðgerðir,...
Vinnuumfang Það eru margar mjólkurvörur og matvælatæki í gangi í heiminum og margar notaðar mjólkurvinnsluvélar eru til sölu. Fyrir innfluttar vélar sem notaðar eru til smjörlíkisgerðar (smjör), eins og æts smjörlíkis, styttingar og búnaðar til að baka smjörlíki (ghee), getum við veitt viðhald og breytingar á búnaðinum. Í gegnum kunnáttumanninn, af , geta þessar vélar innihaldið skafa yfirborðsvarmaskipti, ...
-

Ný hannað samþætt smjörlíki og stutt...
-

Pilot smjörlíki Plant Model SPX-LAB (Lab mælikvarði)
Kostur Fullkomin framleiðslulína, fyrirferðarlítil hönnun, plásssparnaður, auðveld notkun, þægileg fyrir þrif, tilraunamiðuð, sveigjanleg uppsetning og lítil orkunotkun. Línan hentar best fyrir tilraunir á rannsóknarstofum og rannsóknar- og þróunarvinnu í nýrri samsetningu. Lýsing á búnaði Pilot smjörlíkisverksmiðjan er búin háþrýstidælu, slökkvibúnaði, hnoðara og hvíldarröri. Prófunarbúnaðurinn hentar fyrir kristallaðar fituvörur eins og smjörlíki...
-

Lakkasmjörsstöflun og hnefaleikalína
Stöflun og hnefaleikalína fyrir blöð Þessi stöflun og hnefaleikalína inniheldur blöð/blokkasmjörlíkisfóðrun, stöflun, lak/blokksmjörlíkisfóðrun í kassa, límúða, kassamótun og kassaþéttingu og o.s.frv., það er góður kostur til að skipta um handvirkt smjörlíki. umbúðir með kassa. Flæðirit Sjálfvirk blöð/blokk smjörlíkisfóðrun → Sjálfvirk stöflun → lak/blokk smjörlíki fóðrun í kassa → límúða → kassaþétting → lokaafurð Efni Aðalhluti: Q235 CS með...
-

Mýkingarefni-SPCP
Virkni og sveigjanleiki Mýkingarvélin, sem venjulega er búin pinnavél til framleiðslu á matfóðri, er hnoða- og mýkingarvél með 1 strokka fyrir öfluga vélræna meðhöndlun til að ná aukinni mýktleika vörunnar. Háir staðlar um hreinlæti Mýkingarvélin er hönnuð til að uppfylla ströngustu hreinlætiskröfur. Allir varahlutir sem verða fyrir snertingu við matvæli eru úr AISI 316 ryðfríu stáli og allt...